El sistema Setco™ Spark Erosion Grinding (SEG) es un sistema portátil de mecanizado por descarga electrónica aprobado por NADCAP que elimina con precisión el material metálico utilizando corriente alterna. El proceso SEG utiliza la tecnología EDM para rectificar por arco un perfil en piezas metálicas.

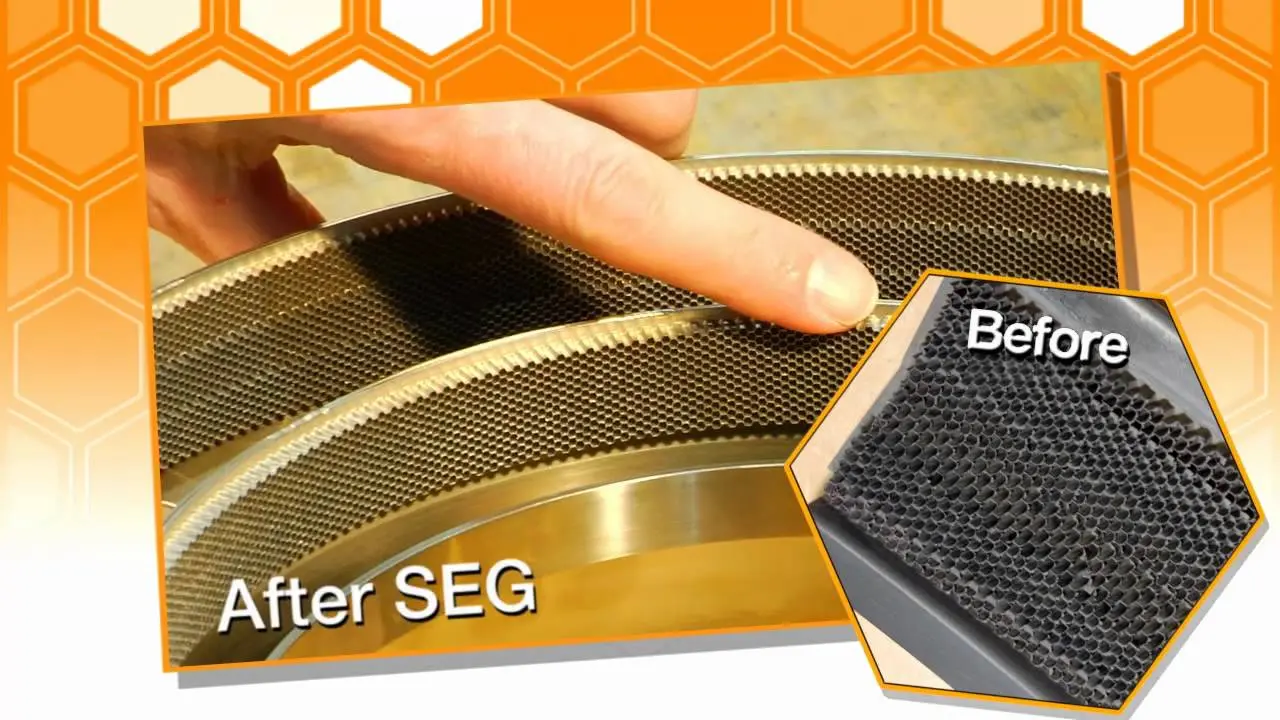
Desde hace más de 30 años, el sistema SEG se utiliza para mecanizar juntas y anillos alveolares para motores a reacción. En lugar de sustituir estos costosos componentes, el sistema SEG puede remodelar el panal por una fracción del coste de las nuevas piezas de recambio.
El proceso SEG es eficaz y superior al proceso de remanufactura de tipo molino, ya que suele reducir el tiempo de máquina entre un 30 y un 50%.
El proceso es sencillo. Para piezas cilíndricas, el sistema SEG-125 se adapta fácilmente a un centro de mecanizado existente; normalmente se utiliza un torno o centro de torneado para fijar la pieza alveolar y proporcionar la rotación de la pieza. El husillo SEG se monta en el carro transversal y se introduce en la pieza para el arranque de material. Se introduce corriente eléctrica de CA a través del eje del husillo para formar un arco controlado entre la rueda de electrodos y el panal metálico. A medida que el husillo SEG se introduce en la pieza, el arco eléctrico erosiona el panal para mecanizar la pieza hasta el diámetro final.
Descargue el folleto del Sistema SEG para obtener más información y vea el Sistema SEG en acción.